Изготовление гладкого ствола на пневматический пистолет МР-654К

Привет друзья!!!!!
Предыстория.......
Однажды,проснувшись утром,после очередной порции мочи,ударившей мне в голову,я захотел себе гладкий ствол на 654й....Покупать,искать и заказывать в инете было влом,да и денег жалко.... Подумал..."Блин! работаю на заводе,неужели не сделаю???!!!!" В общем решил попробовать... Об этом и хочу вам рассказать....
Глава 1. Изготовление.
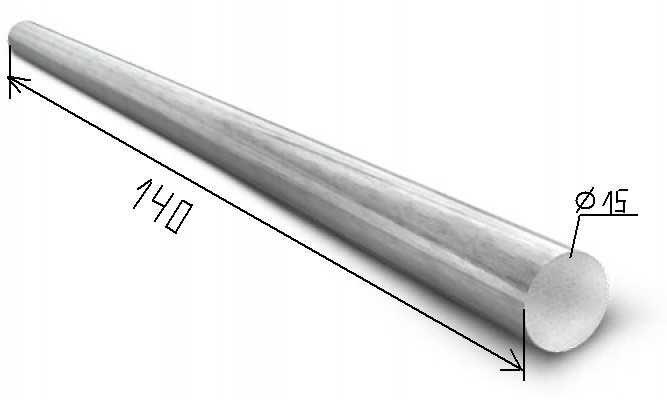
Для начала была найдена заготовка. калибровка из стали 45. Размер 15х140мм.(с запасом)
После чего заготовка была предварительно просверлена (Токарным путем) удлинненым сверлом 3.3мм. Чтобы исключить возможность увода сверла,и как результат смещения отверстия,предварительно зацентрив,засверлили коротким сверлом того же диаметра,после чего просверлили удлиненным.


засверливаем пруток....
После того как пруток был просверлен,он отправился на закалку. Померив твердость родного ствола (22-25HRC), закалили заготовку для нового стволика с такой же твердостью. При этом механические свойства металла немного улучшились,но обрабатывается также как и сырая сталь.
Теперь самая ответственная операция.Окончательная обработка отверстия. Было принято решение сделать отверстие диаметром 4.46мм. Токарю такая работа не под силу,потому что необходима практически ювелирная точность.и высокое качество обработки,и не один токарный станок (из тех что стоят у нас) такого не сделает. И тут пришли на помощь высокие технологии. Отверстие обрабатывали на проволочном электроэрозионном станке с ЧПУ. (Кто не знает,что это за чудо-погуглите в яндексе) Вкратце описать данный процесс можно так: Деталь устанавливается на стол,в предварительно просверленное отверстие заправляется проволока (латунная 0.3мм) запускается программа,и в водной среде под действием электрического тока выжигается все что вам надо))

так выглядит этот чудо станок....
Отверстие выжигалось за два раза. Первый раз-предварительно,затем окончательная обработка.В результате получается то что надо! Точность ювелирная,обработка практически зеркало! Это самая долгая по времени операция,занимает порядка 2х-3х часов.

отжигаем-вывжигаем....
Отверстие готово....осталось только обточить заготовку по размерам "родного ствола".И это уже работа для токаря.....
Здесь есть несколько нюансов:
1) резьба на стволике м8х0.75-РЕЗАТЬ С РЕЗЦА,ПОТОМУ ЧТО ПЛАШКУ НАЙТИ ПРОБЛЕМНО!
2) обтачивать основные размеры необходимо за один установ,зажав деталь в центрах,используя внутреннее отверстие! ЭТО ДЕЛАЕТСЯ,ЧТОБЫ ИСКЛЮЧИТЬ ВОЗМОЖНОСТЬ БИЕНИЯ,И НЕСООСНОСТИ ВНУТРЕННЕГО ОТВЕРСТИЯ И НАРУЖНЫХ РАЗМЕРОВ. (Объяснил как смог)))))

обтачиваем......

сверлим отверстие 9мм.........
Итак,токарная работа заняла у нас около получаса(с перекурами),и вот он....стволик готов!!!



ВНИМАНИЕ!!!!!!! Обязательно наложить заходную фаску с казенной (или как там она называется) части ствола!!!! Во первых после поджатия центром,торец "замнется" и шарик не залезет! Во вторых,фаска нужна именно для лучшего захода шарика.

Ну по процессу изготовления вроде все......
Глава 2. Установка и испытания....
С установкой проблем нет совершенно никаких.....вкручиваем и все....


Попутно была изготовлена новая ствольная прокладка. Первый вариант прокладки имел отверстие 4.6мм, НО после установки,прокладка "сжималась"(деформировалась) и шарик не лез! приходилось делать огромную заходную фаску. Теперь внешний диаметр уменьшен с 7.5мм до 7.4мм (прокладка ставится намного легче,но держится плотно) и увеличен диаметр отверстия (4.7мм)

с новой прокладкой....

шарик в стволе.....

Теперь испытания....
приехав в AIR-GUN,и сделав за 50рублей 10 выстрелов на хроне получаем такие результаты....
132м/с----132м/с---130м/с---128м/с---130м/с---126м/с---126м/с---122м/с---122м/с---118м/с.
Небольшой прирост имеется,но без расточки клапана толку не очень много...(клапаном собираюсь заняться позже)
А теперь самое интересное....тест на кучность. Отстрел проводится "из тисков" расстояние до мишени 10 метров,ветренная погода....
На фото можете оценить кучность с гладким стволиком....

да,да.....это 654)))))) Lex Draven угадал)))
Глава 3. Заключение.
Вот собственно и все,что я хотел вам рассказать,надеюсь вам понравилось. Я думаю,каждый,кто сомневается, нужен ли гладкий ствол или нет, сделает из моего опыта для себя выводы,и решит,что ему нужно.
А мне осталось только заворонить новый стволик....но это уже совсем другая история....
Спасибо всем за внимание! Впереди вас ждет много интересного! Всем Успехов!!!!
С уважением 5.30
01 Октября 2013
Автор: 5.30
24033 просмотров