Изготовление пуль для пневматики калибра 4,5 мм

Видов пуль для пневматического оружия множество, отличаются они по форме, материалу и назначению. Рассмотрим основные аспекты промышленного производства свинцовых пуль для нарезного пневматического оружия.
К этим пулям можно отнести 3 вида:
цилиндрические (стаканчик, колпачок);
круглые (шарообразные);
"диаболо".
Сразу отмечу что пули мелких калибров и в частности 4.5 мм не льют в принципе. Даже при литье пуль больших калибров (9 мм и выше) их потом обжимают специальным обжимным инструментом для того чтоб устранить дефекты литья. Соответственно малые калибры лить не выгодно и затратно по времени о качестве говорить вобще не стоит.
На стадии подготовки заготовки для производства любых типов пуль является следующая последовательность технологических операций:
подготовка и дозировка шихты (компонентов плавки);
собственно плавка, при которой происходит смешивание и усреднение компонентов свинцового сплава;
отливка слитков в специальные формы;
вытяжка полосы из слитка методом продольной прокатки или прессования
рубка полосы на заготовки.
Дальнейшие технологические операции различны для разного типа пуль.
Колпачковые пули
Колпачковые пули,из за их формы подлежат штамповке в закрытой матрице и за одну операцию. Процесс штамповки приведен далее.
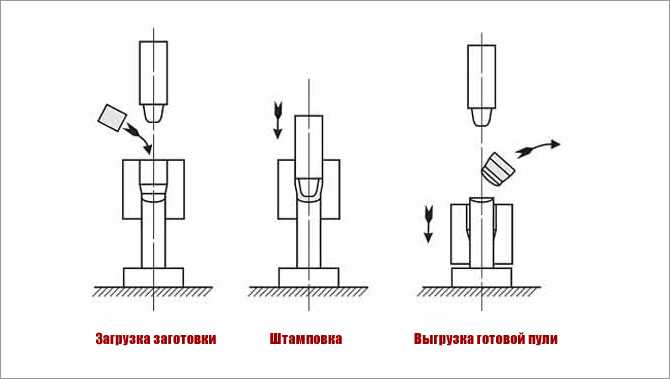
Пули этого типа довольно просто изготовить и себестоимость не высока. Скорость производства на современном оборудовании примерно 20-25 штук в секунду, производятся быстро распространены широко. пули некоторых производителей по качеству сильно приближены к пулям "диаболо".
Пули "Диаболо"
Пули "диаболо" изготавливают за несколько этапов штамповки в закрытых матрицах, ей придают форму стаканчика и точно подгоняют по весу. А в заключении может быть обкатка или штамповка в разъемной матрице.
Обкатка или как её еще называют "поперечная прокатка" осуществляется между двух профилированных вальцов, вращающихся в одну сторону с разной скоростью, между валком и планкой или вообще между двумя планками; заготовка может находиться на оправке или без нее. К преимуществам обкатки можно отнести относительную простоту и высокую производительность, но есть и минусы, так как пули мелкие то есть определенная трудность в подаче заготовки в зону деформации и в обще процесс зависит от множества факторов таких как температура, состав материала, смазка, форма исходной заготовки и прочих, как итог добиться качественной повторяемости довольно проблематично.
Хорошее качество дает производство методом штамповки. Штампованные пули - самые качественные. Стойкость штампа к нагрузкам очень высока, соответственно повторяемость хорошая и качество продукции тоже. Но у штампов для "диаболо" есть серьезный минус - они очень дороги, если сравнивать со штампами для колпачковых пуль. Работает такой штамп совсем в других условиях, на него воздействуют очень высоким давлением и к изготовлению штампа предъявляются довольно высокие требования.
Производительность относительно низкая и скорость производства это основной минус. Лини производства пуль очень дороги поэтому штампованные пули в разы дороже катанных пуль.
Ниже приведена схема штамповки в разъемной матрице:
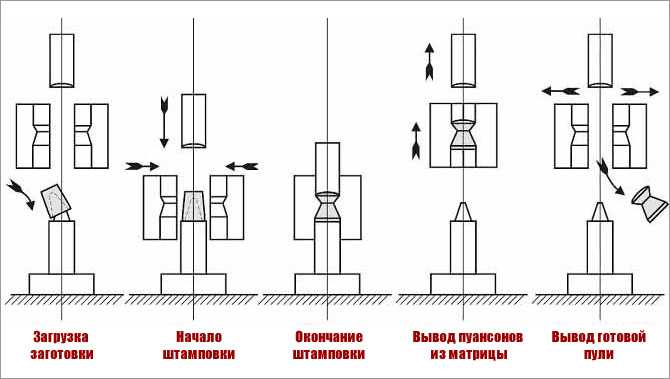

Различают катаные и штампованные пули по наличию насечки на боковой поверхности пули. Насечки - это отпечаток инструмента обкатки. Штампованные пули насечек не имеют. На штампованной "колпачковой" пуле риски выполнены по другой технологической причине.
Следует отметить, как было сказано выше, что штамповкой можно достичь более высокого качества пуль, чем другим способом, но это вовсе не означает, что, если пуля без рисок, то она уже самая лучшая и это верх качества - все зависит от производителя, от культуры производства, изношенности инструмента, на котором она изготовлена и т.д. Сейчас в продаже можно встретить множество штампованных пуль, значительно уступающих по качеству пулям, хорошо изготовленным методом обкатки.
Круглые (шарообразные)
Сразу определим что круглые свинцовые пули это не шарики ВВ для гладкоствольного пневматического оружия. Для круглых свинцовых пуль применяется метод обкатки, но несколько другой чем для пуль диаболо. Обкатка нарубленной заготовки происходит между двумя вращающимися дисками со спиральными канавками определенной формы, причем в несколько этапов:
предварительная обкатка (канавки имеют насечку), здесь "бесформенной" заготовке придается округлая форма,
основная обкатка
окончательная (канавки гладкие)
После этого пули проходят ряд сит. Чем больше сит, тем точнее выдержан диаметр пули и меньше отклонение от шарообразности. Для пуль крупного калибра еще дополнительно может идти прокатка по сетке для насечки рельефа, который позволяет пуле лучше идти по нарезам.
http://ourguns.ru/armory_news/post-1.77.html
18 Декабря 2012Автор: кирилл
31858 просмотров